

จะรักษาสมดุลของหางที่แหลมคมและความเร็วในการกรีดได้อย่างไร?
วัสดุ: SS304 + SCM435
การรักษาพื้นผิว: รัสเพิร์ต
ในการผลิตสกรูโลหะ BI จำนวนมาก การสร้างความสมดุลระหว่างความคมของส่วนท้าย ความเร็วในการต๊าป และความสม่ำเสมอของการสร้างเกลียวถือเป็นเรื่องท้าทายมาโดยตลอดยิ่งมุมหางเล็กลง ตำแหน่งเริ่มต้นก็จะดียิ่งขึ้นและแรงเจาะก็จะยิ่งแข็งแกร่งขึ้นเท่านั้น อย่างไรก็ตาม ยิ่งวัสดุที่ส่วนท้ายบางลง แนวโน้มที่จะเกิดความไม่มั่นคงและความล้มเหลวในการขึ้นรูปเกลียวในระหว่างการรีดเกลียวก็จะยิ่งมากขึ้นเท่านั้นส่วนหางทู่ช่วยให้มั่นใจได้ถึงความเร็วเกลียวที่มั่นคงและการสร้างเกลียวที่สมบูรณ์ แต่ส่งผลให้มีการวางตำแหน่งที่ไม่ดีและแรงทะลุทะลวงต่ำ ทำให้มีแนวโน้มที่จะลื่นไถลและไม่สามารถเจาะแผ่นหนาได้
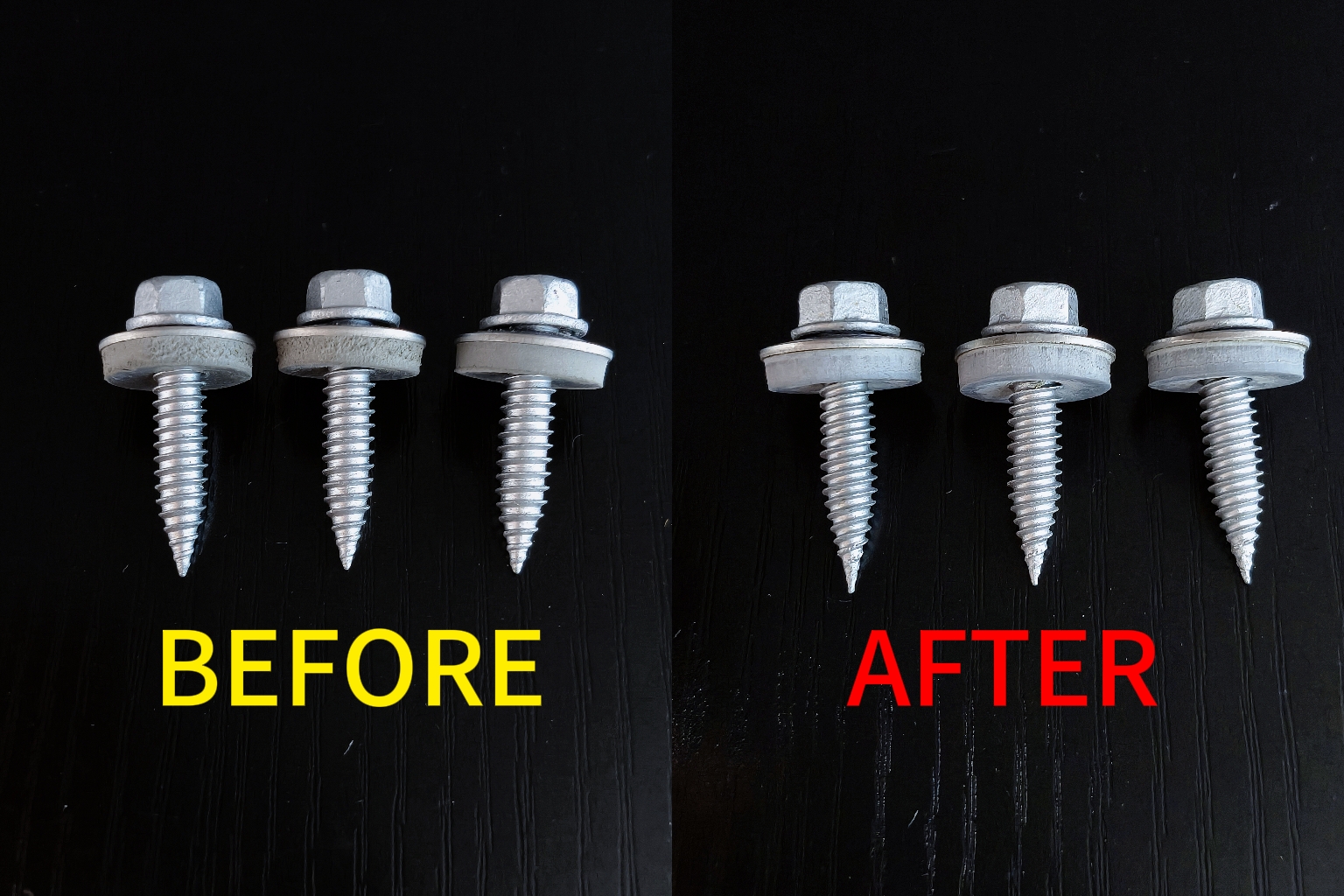
มุมหางของตัวอย่างชุดแรกที่เราจัดเตรียมให้กับลูกค้านั้นทื่อเกินไป และไม่เป็นไปตามข้อกำหนดการเจาะสำหรับการใช้งานจริง หลังจากการปรับเปลี่ยนรอบที่สอง ส่วนหางก็เข้าสู่สภาวะที่เหมาะสม แต่การสร้างเกลียวล้มเหลว ส่งผลร้ายแรงต่อความเร็วในการกรีด


เนื่องจากโครงสร้างแบบเกลียวคู่ ความต้องการความแม่นยำของแม่พิมพ์ กระบวนการตัดเฉือน และความเสถียรในการอบชุบจึงยิ่งสูงขึ้นไปอีก ดังนั้นเราจึงเลือกแม่พิมพ์ตัดลวด CNC ที่มีความแม่นยำสูงกว่าจากไต้หวัน และปรับพารามิเตอร์การรักษาความร้อนและกระบวนการเคลือบพื้นผิวให้เหมาะสมไปพร้อมๆ กัน เพื่อแก้ไขปัญหาได้อย่างง่ายดาย
ไม่มีการประนีประนอม ไม่มีทางลัด—เจียซิง โอ๊คใส่ใจทุกรายละเอียดเพื่อให้ลูกค้าสามารถใช้ผลิตภัณฑ์ของเราได้อย่างมั่นใจ
ก่อนหน้า:Blind Rivets ทำงานอย่างไร?


